

Cadbury Schweppes has been upgrading its manufacturing facility at Claremont, Tasmania, Australia, since 2001. At that time, the company announced an investment of $25 million, a significant portion of which was earmarked for upgrading packaging lines. The facility upgrade was completed in 2003. The packaging upgrade was for the large pieces line; large pieces are the company’s range of 19 different chocolate bars varying in weight from 100g up to 500g.
There was a need for a completely new inner carton packaging line. The company contracted Carter Holt Harvey (CHH) Packaging Systems to design, install and maintain a packaging line that suited Cadbury Schweppes’ needs. CHH Packaging Systems offered the company a flexible, upgradeable solution for the packaging of all of the 19 different formats. CHH Packaging had already completed an inner carton packaging line for Cadbury at its plant in Ringwood, Victoria, in 2001.
Recommended Buyers Guides
EQUIPMENT SUPPLIERS
CHH Packaging Systems chose two suppliers for equipment that fitted into its design. The two companies, Vortex and Imball, were both from the same region in Italy, which made project management and procurement a little easier for CHH Packaging Systems. All the equipment for the packaging line was installed in late 2002 and early 2003, with the line finally in full production in March 2003.
Vortex supplied wrapped product boxing equipment for the packaging line. The company also supplied two engineers to integrate the equipment into the line and to assist in the commissioning process. Imball supplied an Imball EFFE 16 forming machine and a Combi closer. It also supplied engineers to oversee the installation and integration of the equipment and provide Cadbury Schweppes operating staff with a maintenance training course.
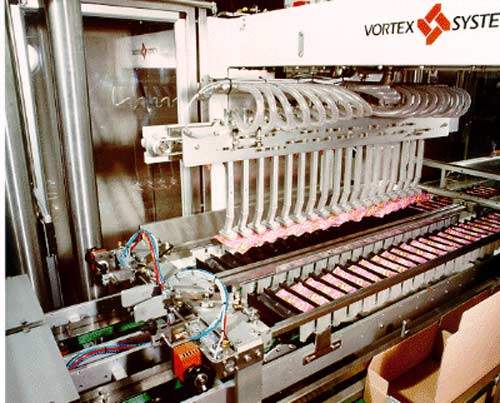
VORTEX WRAPPED PRODUCT BOXING UNIT
The Vortex wrapped product boxing unit is able to exceed a capacity of 800 pieces per minute. The unit can receive products from multiple flow wrapping lines and has the ability to cope with rows having missing products, empty wrappers, damaged products and wrappings, and double wrappings. In addition, the equipment is able to turn the products in the same direction for more efficient packing into the inner cartons and for better presentation to the customer.
The box loader can handle different products on the same unit, vary the number of products per layer, load boxes with variable numbers of layers and box products flat, on edge or in one or more rows. The equipment can also handle US-style cases or three-flap boxes and pack multi-pack boxes at up to 180 units per minute.
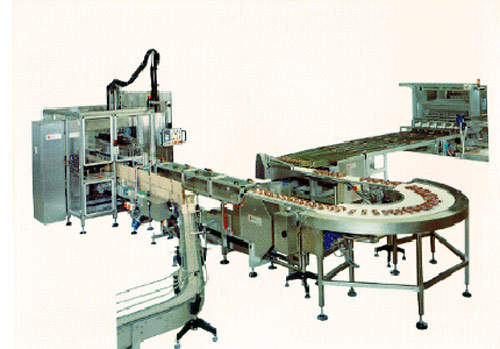
IMBALL CARTON FORMING EQUIPMENT AND COMBI CARTON CLOSER
The Imball carton forming equipment is flexible and easy to use. The machine uses a cold glue process and is able to exceed a production rate of 80 cartons per minute. The carton former can produce cartons over a wide range of sizes to suit different products and is also able to produce three-flap boxes and presentation marketing boxes. The cartons are formed from pasteboard blanks preprinted and formed by another contractor.
The Combi carton closer is also very flexible in allowing different sizes and formats. It is able to deal with all the accepted carton formats and shapes and sizes. The Combi closer integrates well with the Vortex box loading equipment.
FURTHER EXPANSION
Cadbury announced in June 2006 a new expansion at the Claremont facility which would require an investment of AUS$24.5 million (€14.3 million) (Tasmanian Government contributed AUS$450,000 towards the project).
The expansion includes a new moulding plant and a new state-of-the-art wrapping and packing line. This expansion will also see the company employ 50 more staff. The expansion was in response to a growing demand for chocolate products across Australia and the Far East. The production will increase by a further 4,500 tonnes per year to 49,500t per year. The wrapping and packing line was operational by November 2006 and the moulding plant was commissioned during January 2007.
CADBURY SCHWEPPES
Cadbury Schweppes has operated in Tasmania for over 80 years (the company located there in 1922 citing good quality dairy products and cheap hydroelectric power as reasons). The company contributes more than AU$76 million per year to the state’s economy. Its Claremont facility (modelled on Bournville in Birmingham, UK) is the second most popular (paying) tourist destination in Tasmania. Cadbury Schweppes also owns and operates a milk processing plant in Burnie that uses about 13% of the state’s milk production to create its chocolate products. Tthe milk is transported to the Claremont facility using B-Double road tankers.