

Oliver Healthcare Packaging Company opened its manufacturing facility in Johor, Malaysia, to expand its manufacturing operations in the Asia-Pacific (APAC) region.
Construction of the facility started in February 2023 and operations at the facility commenced in May 2025.
Recommended Buyers Guides
The facility is the company’s first plant in Malaysia and the largest in Asia. It supports the growth of Malaysia’s pharmaceutical and medical device industry by supplying innovative flexible packaging solutions in the region.
The manufacturing plant also supports Oliver’s regional presence and addresses future potential supply chain challenges and knowledge gaps in the healthcare sector. It allows the company to expand its manufacturing capacity while enabling it to meet the growing demand of the biopharma, diagnostics and medical device markets in APAC.
The Malaysian Investment Development Authority, the Malaysian Government’s principal investment promotion and development agency under the Ministry of Investment, Trade and Industry, worked closely with Oliver during the development of the facility.
Location
The facility is situated within i-Tech Valley, an integrated industrial park located in the economic zone of Iskandar Puteri in Johor.
i-Tech Valley is designed to support business growth and aims to become a leading medical and healthcare hub. It is being developed by construction engineering company AME Elite Consortium through its subsidiary Pentagon Land.
The location was strategically selected to serve the significant cluster of pharmaceutical and medical device companies in Malaysia, Singapore and the rest of APAC.
Oliver Healthcare Packaging’s manufacturing facility details
The state-of-the-art facility spans an area of 120,000ft² (1,1148m²). It is equipped with the latest manufacturing technology including ISO13845, ISO-7 and ISO-8-certified clean rooms to control airborne particles and other potential contamination sources and meet the stringent regulatory standards for medical packaging.
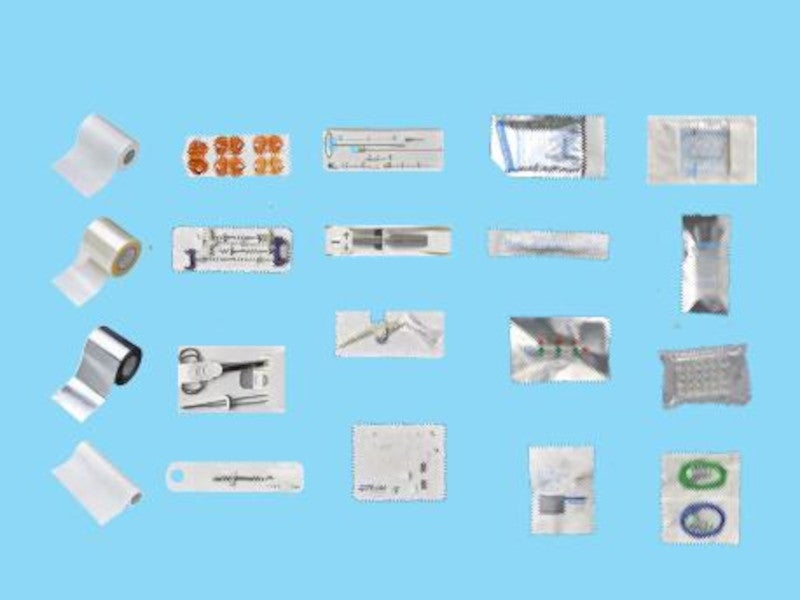
The plant produces a variety of products such as pouches, medical-grade die-cut lids, high-density polyethylene (HDPE), CleanCut cards, and converted roll stock. It also features advanced printing technology to support the medical device and pharmaceutical customers in the region.
The facility uses advanced production methods with an emphasis on eliminating waste at the design stage, thereby supporting customers in cutting emissions and improving operational efficiency.
The office area is designed to foster innovation and collaboration, featuring open spaces and meeting rooms equipped with video conferencing facilities.
Quality lab details
The quality lab forms the core of the facility’s materials testing and quality assurance activities. It carries out robust testing to confirm that every material meets customers’ quality requirements.
The laboratory is fitted with state-of-the-art test equipment including a peel strength tester, an automatic densometer and a dimensional measurement system, which are vital for validating material performance.
A particularly notable aspect of the lab is its position close to the visitor lobby. A two-way viewing screen has been installed so visitors can watch the testing in real time, providing clear visibility of the quality.
Sustainability features
The facility introduces upgrades that help create a more sustainable workplace, including motion-sensor, energy-efficient LED lighting.
A rainwater harvesting system is also installed to reduce water consumption. The system captures and stores rainfall for non-potable uses including irrigating plants and supplying water for toilet flushing.
Further improvements include the introduction of electric vehicle charging points in the car park and the rollout of a dedicated, comprehensive waste-segregation facility.
Marketing commentary on Oliver Healthcare Packaging
Headquartered in Grand Rapids, Michigan, US, Oliver Healthcare Packaging supplies sterile barrier packaging solutions.
Oliver has an extensive product range for the healthcare industry, including pouches, die-cut lids, roll stock, adhesive coatings and HDPE CleanCut cards, as well as forming film, catheter and guidewire dispensers, shippers, and more.
It employs 1,350 individuals and operates five regional headquarters, nine manufacturing facilities and six technical labs across China, Germany, the Netherlands, the Republic of Ireland, Singapore, Switzerland and the US.