




In 2003 Smurfit-MBI began the construction of a new high-performance corrugated container production facility in Milton, Ontario, Canada. The new facility covers 255,000ft² of floor space and provides employment for over 100 people in the area. The plant, which cost an estimated CA$60m, started construction in the third quarter of 2003 and was completed in early 2005. Production trials were completed in April 2005 and commercial production began in May 2005 with the official opening occurring in September 2005. The plant now produces an estimated 2bn ft² of converted boxes annually.
In addition, the new plant will improve the operating relationship with the subsidiary company Smurfit-Stone, as the new facility can use their containerboard products including the premium white top liner board. BHS Corrugated of Weiherhammer, Germany, provided the equipment for the plant.
Recommended Buyers Guides
BHS corrugator
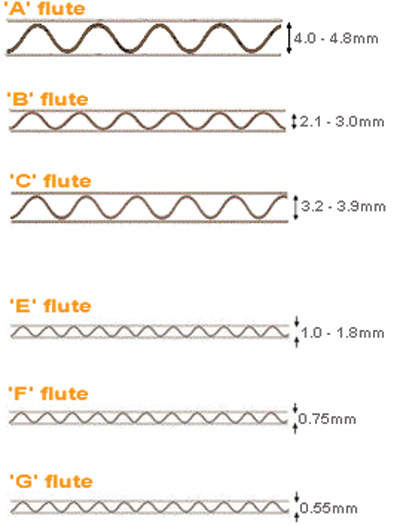
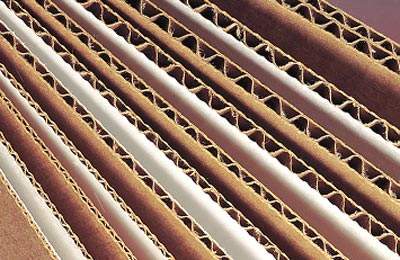
Ontario produces super C flute and E flute products under the sustainable forestry initiative (two thirds of raw materials come from sustainable sources and one third from other credible sources).
The wet end includes the module facer bandleader single-facer, the dual tensioning SP-M splicer and the fully-automated RS-MV reel stand. These modules produce improved Edge Crush Test (ECT), quicker flute changes and a better sheet quality than conventionally designed pressure-roll machines. The GUM glue machine with the pressure shoe or rider roll loading system optimises the starch application to reduce warp and minimise starch consumption.
The dry end offers the latest in gapless order change technology, with a newly-designed auto auxiliary manual station with quick scoring profile changes integrated into the SR-I/R robotic slitter-scorer.
Automatic mill roll stand
The high-speed operation and short cycle times of corrugators results in more frequent reel changes, increasing the workload and therefore restricting production. Where reels are not introduced at right angles to the direction of paper travel, the core centre is found automatically. Deviations of up to 75mm from the reel centre are corrected automatically.
Automatic slitter scorer
The BHS automatic slitter-scorer SR-I/R is based on a modular concept. The machine may be configured to operate through a single setting for low volume work or through a robot setting for high-volume, high-speed work. The slitting and scoring heads are positioned by a servo drive. One motor per tool section individually sets each tool body using the ball screw spindle.
Corrugator control centre
The Corrugator Control Centre (CCC) has two different functions. The system oversees the process via the manufacturing data manager (MDM) which monitors and coordinates reel handling systems, conveyor systems, glue kitchen, automatic grade change and splice synchronisation. The system collates production information via the production data manager (PDM), which stores all production data for 28 days and provides production reviews and reports containing: order data, grade data, scheduled and unscheduled stops and shift information.
Company logistics
Since constructed or flat-pack corrugated boxes take up so much valuable warehouse space Smurfit-MBI only produce boxes for customers on a two-week turnaround, i.e. they keep only two weeks worth of stock. The just-in-time approach means no storage isrequired and the boxes are constructed, filled, shipped and packed with the goods in the shortest most efficient time-scale.
Sustainability
In 2007, the plant was awarded the SFI Certified Sourcing Label from the Sustainable Forestry Initiative. As part of the programme, Smurfit-Stone must demonstrate it procures at least two thirds of its packaging raw materials from independent third-party SFI-certified sources and one third from other credible sources.
The initiative also ensures Smurfit-Stone is actively educated on the importance of sustainable forestry practices.