







Wimm-Bill-Dann Foods (WBD) completed the installation of a new production line for the bottling of fruit juices at its Tula facility in Russia at the end of November 2003. The total cost was €17.7 million ($21.2 million). The new bottling line that was installed at the Depsona CSJC plant in Tula bottles fruit juices and juice concentrates in aseptic PET bottles.
Recommended Buyers Guides
The aseptic PET bottling line is the first of its kind in Russia and supersedes the previous packaging method, which used Tetra Pak cartons. The company is investing in the packaging technology to create a new product category for the launch of new products under the J-7 brand during 2004. It is thought the process will also be more efficient with a higher production capacity and will allow the products a longer shelf life.
CONTRACTORS AND INSTALLATION
The project at the Tula facility required the construction of new production buildings and the installation of new communication technology. The project was managed and engineered by Siprotech, a company in which the two main suppliers and engineers, Procomac and SIPA, have an interest. The new bottling line is based upon aseptic cold filling technology, which will allow the production of preservative-free juice with a shelf life of between four and 11 months, but longer if refrigerated.
The production line is composed of six main sections: preform blow moulding, concentrated juice feed and storage, product preparation, aseptic environment preparation, filling and sealing, and packaging and palletising. The bottling production line is designed so that key machines in the process are connected permanently online to the Internet service and support centre run by Siprotech. If errors or problems occur, many of these can be solved by remote assistance rather than by a ‘hands on’ engineer.
CAPACITY AND INTENTION
The capacity of the blow moulding and filling line is 25,000 bottles per hour. Every two minutes, a pallet of finished goods is produced and packed in shrinkwrap plastic. The line is also designed to make changeovers to new product lines simple and rapid, without excessive downtime. A continuous bottling cycle can be allowed to run for 120 hours without a problem.
The company uses the new production line to bottle a range of bottle sizes, from 0.425-litres to 0.947-litres and 1.325-litres. The bottles are sealed using the standard 38mm polypropylene injection-moulded screw top closure. The company packages a range of different nectars and juices, most of which to be sold under the J-7 brand name.
PRE-FORM BLOW MOULDING
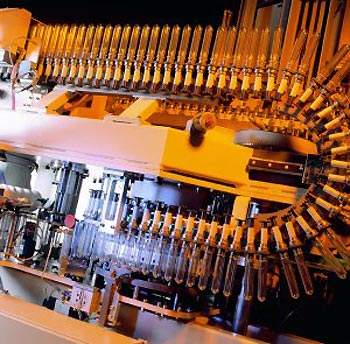
The bottles for the process are produced from injection-moulded preforms. The SIPA SFR16/32 rotary unit that produces the bottles was designed with many innovative features. Preforms are spaced and fed by a worm screw, which eliminates jamming, and then transported onto a plastic conveyor chain that carries them through two quality control checks. This checks for shape and dimension, and then for defects such as bubbles, inclusions and scratches before they enter the heating ovens.
The ovens are modular and their number can be increased to accommodate more blowing cavities. The ovens are ventilated to maintain their internal temperature at a consistent level and avoid excessively high temperatures on the preform external wall. The final preform temperature is checked by an optical pyrometer, which enables any preforms outside the process window to be rejected. The oven temperature is automatically adjusted at this stage to compensate for preform temperature changes.
The SFR units are programmed from touch-screen PCs and operational data for production of any specific preform or bottle can be stored for different production runs. The blow moulding system can operate at production speeds of up to 1,000 bottles per minute.
MICROBIOLOGICAL CONTROL WITH CONVAIR 2000
The pneumatic air conveyors CONVAIR 2000, in their aseptic version, ensure that all the bottles are handled under controlled conditions. Contamination control of the sterilising/rinsing/filling/capping bloc is achieved using a transparent flexible microbiological isolator made of PVC that protects the sterile environment from possible contamination. The most critical mechanical, electrical and pneumatic components are placed outside of the controlled environment and are freely accessible for maintenance purposes.
Bottles and single-piece caps are treated with peroxide solutions using penetrating nozzles with high flow rate. The treatment time is controlled electronically along with the critical process parameters: sterilising solution concentration, sterile water flow rate, temperatures and pressures of the utilities. A sensor monitors the mechanical effectiveness of the treatment of every nozzle.
The most important area of the bottling line is the aseptic filling system, an OP CC UNIBLOC HA (high acid), which has no requirement for a cleanroom. The system uses volumetric electronic filling with no contact between the bottle and filling head.
The system is a multi-purpose version able to fill limpid products and products with pulps and fibres on the same filler. This is important since the WBD product range is extensive and varied. The bottles are then capped, labelled and passed for packaging by shrinkwrap film. The process is completed by an ERA 2000 robot palletiser, which stacks the bottled products in a convenient configuration for warehousing prior to distribution.