Newtec’s Celox-P-UHD Optical Sorting Machine for High Consistency and Throughput on Potato Processing Lines

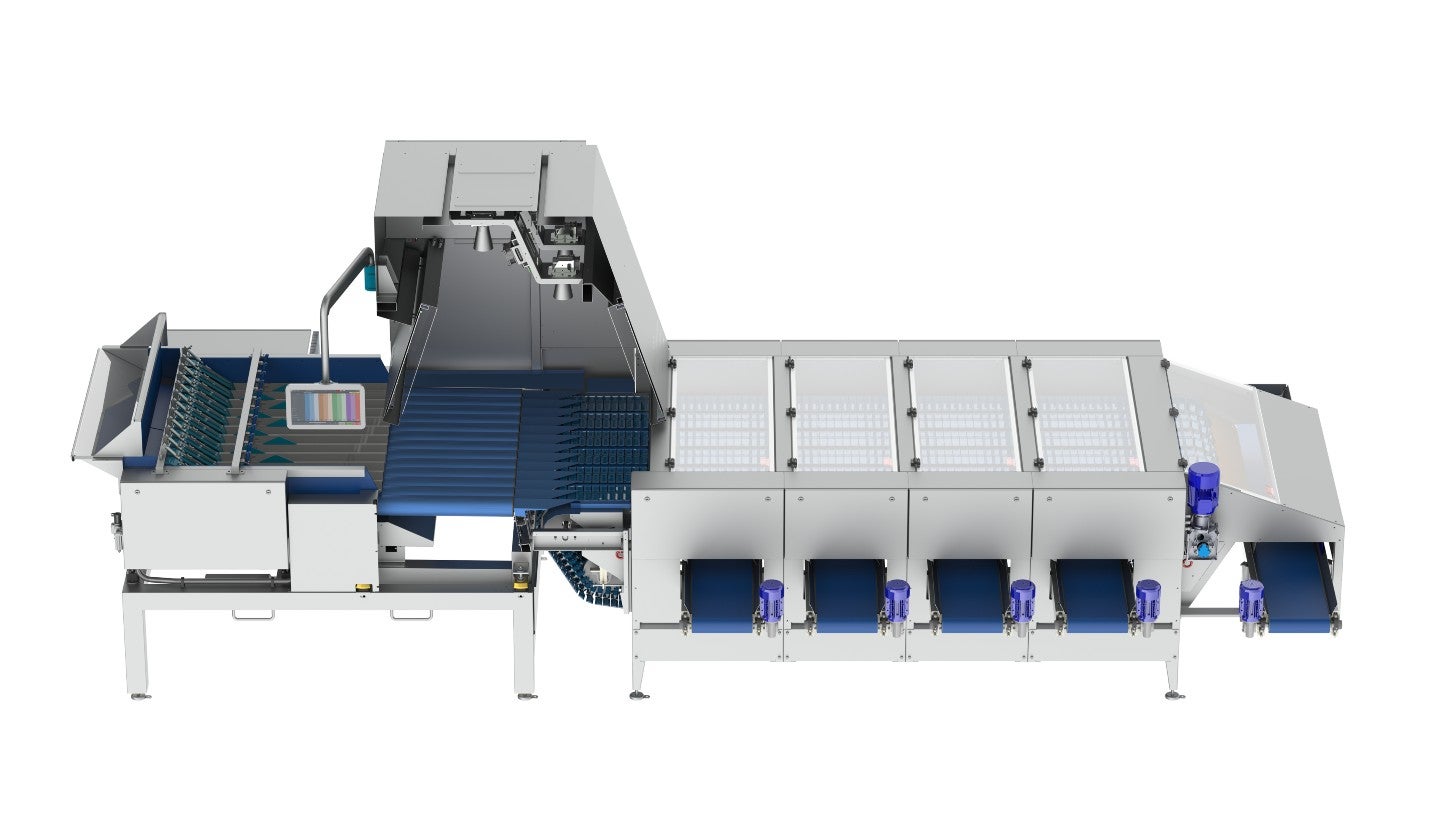
The Celox-P-UHD, Newtec’s optical sorting machine directly sorts cleaned potatoes by size, shape and quality in a single-stage process. This integrated procedure eliminates the need for pre-grading and minimising the need for manual labour while ensuring consistent quality and high throughput.
With a maximum capacity of 30t/h, depending on the size of the potatoes, the Celox-P-UHD performs size or shape measurement, foreign material detection, and surface analysis for various surface defects in a single-stage process.
“It is astonishing how many criteria growers, manufacturers and consumers have when it comes to defining the best potato quality,” says Rasmus Andersen, Head of Software Department, Newtec Engineering A/S.
“There is the growers’ demand for disease resistance, agronomic qualities and profitability as well as manufacturers’ demands for high-speed production, accuracy and consistency in quality. The large supermarket chains have on-going demands for better and more competitive products to offer their consumers in different markets. Wishes for appearance, variety, taste, size, shape and quality vary from consumer to consumer, market to market.”
“Our highly modular solutions come in a variety of combinations depending on customer needs.” Each product can be directed into any one of up to 16 different outlets. All these sorting criteria for the various categories are instantly customisable according to the current requirements. Premium product selections can effortlessly be sorted out of bulk produce.
Rasmus talks about how their Celox-P-UHD optical sorting machine can optimize their customers’ production by carrying out quality check and classification of every single potato before it is presented in the sales packaging.
What is the most challenging aspect of sorting potatoes and how do you overcome this issue in your equipment?
First of all, Newtec’s unique, patented vibrating roller system ensures all products are seen from all angles while maintaining a high speed. Designing and deploying a durable system that can sustain the adverse production line environment has been quite an accomplishment.
Secondly, the machine is constructed with maximum efficiency in mind, combining high production throughput with a relatively small footprint. The result is an efficient and space-saving machine that ensures a very thorough quality check and classification of every single crop before it is presented in the sales packaging.
What are the main benefits associated with using Newtec’s optical sorter when sorting potatoes?
When compared to manual sorting, you have the obvious benefit of labour savings. Further, the result of the optical sorting is highly consistent and does not vary over time regardless of the personnel.
When comparing to mechanical sorting, our advanced camera system performs intelligent product analysis, thus allowing for grading in both size, shape, and quality in a single-stage process.
The main benefit over both manual and mechanical sorting is the ability to dynamically prepare special selections for different purposes such as trays, campaigns, or similar.
How does artificial intelligence (AI) enhance operations in Newtec’s optical sorter?
Newtec produced the first AI-based optical grading machine back in 1997. Since then, both AI-algorithms and hardware accelerators have improved dramatically, and the Newtec Celox machine remains at the forefront of these technological innovations. Most of our algorithms for size, shape, and quality analysis rely on AI, and they are executed on state-of-the-art embedded hardware platforms.
The main benefit of AI in our machines is accuracy and consistency as the machine operates with very small tolerances and error rates. Another benefit is the ability to quickly adjust to new types of defects or seasonal problems on specific varieties. Generally, the integration of AI facilitates the identification of the same type of defects in many different types of products.
What technology do your optical sorters use to obtain a 360° scan of each potato?
Our machines are highly modular and come in a variety of combinations depending on customer needs.
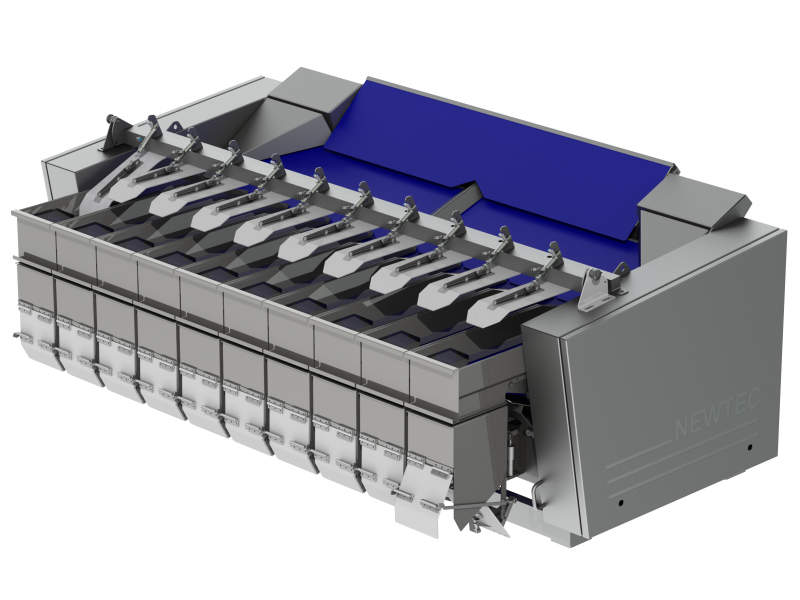
For every four lanes, a camera performs the product inspection. Inside the camera inspection section, the potatoes are conveyed and led through the section on vibrating rollers – a unique and patented system that ensures that the potatoes are inspected from all angles because they rotate while they are being pushed forward by gentle roller vibrations.
As products exit the inspection section, we have more than 40 images of each potato to capture the exact results for size, shape, and surface quality.
What role do optical sorters play during the processing of potatoes related to food waste/sustainability?
With AI at the core of our technology stack, our machines have achieved increasingly higher levels of consistency and accuracy, thus enabling fine-grained control of various types of products. Accurate selection of high-value products has always been a high priority, but with an optical sorter, accurate selections can be made in all categories, including second-class and third-class products.
We are well prepared and ready to deal with emerging and future sustainability-related developments.